created 13/03/20
Miniature
Desk-Top Laser-Cutter
A few month ago I
acquired a KKMoon K4 3W miniature desk-top laser-cutter and it
has proven to be a useful investment. Therefore, I would like to
share a few operational insights, though you can find a variety
of ‘test’ videos and the like on the Internet.
As with many Chinese products of this kind, it comes in various
guises and configurations that may be mechanically identical or
not. The traders’ descriptions are often somewhat haphazard and
also suffer from translation issues. I am not sure, whether
KKMoon is a trader or a manufacturer, their Web-site does not
actually list these laser-cutters.
Prices between the different offers on the Internet marketing
platforms can vary as much as 30%. However, I paid just over
100€, shipping included.

Image of the laser-cutter as advertised
The stated main specification of the machine I bought are
- Size: about 155 mm x 166 mm x 143mm
- Weight: ca. 600 g
- Laser Power: 3 W (3000 mW) – blue = xxx nm wavelength
- Engraving Area: about 80 mm x 80 mm (3.1" x 3.1")
- Engraving Depth: about 1 mm /0.04" (Adjustable in the range of
0-1 mm)
- Mechanical resolution: 0.05 mm = 512 dpi
- Supporting System: for Windows XP / 7/8/10 and MacOS 10.10 and
higher
- Supporting Image Format: JPEG / JPG / PNG / BMP
- Connectivity: Micro USB B to USB A (cable included)
- Frame Material: ABS
The laser-cutting system consists of three main components that
determine its capabilities: the mechanics, the control board,
and the software.
Mechanics
The mechanical
resolution of 512 dpi is not that brilliant, if you compare this
with modern scanners or printers, but then mechanics have their
price.
The 3 W diode laser has an adjustable focal point.
Control Board
I know next to nothing
about electronics and commercial products, such as the control
board that is being used in this machine. It would be
particularly interesting to know, whether the board could be
driven by other types of software. Perhaps someone from the
Forum community has insights into this.
Driver
The software consists of
two components, the driver and the cutting software itself. The
driver is a standard piece of software under MS Windows and
either comes with your MS Windows configuration or can be
downloaded from the software producer’s Web-site. The driver
runs under MS Windows XP/7/8/10. I am using an oldish
mini-laptop with MS Windows XP on it. The driver unfortunately
does not run under MS Windows emulation Parallels under MacOS
10.7.1, nor under the iOS for the iPad pro. The cutting
software, however, seems to run in Parallels under MacOS 10.7.1.
It should also run under MacOS 10.10 and higher, but I could not
test this.
Cutting software
The cutting software is
a very simple piece and is based on bit-image processing. In
other words, the image is processed line by line from the top
down and whenever a black pixel is encountered, the laser
flashes. As noted above, the software can handle JPEG-, JPG-,
PNG-, and BMP-files, but not TIFF. Images of up 1600 x 1600
pixels can be processed.
There are three variables that can be adjusted to control the
cutting process: the laser power in %, the cutting depth in 0.01
mm increments, and contrast (0 to 256). It is obvious, what the
power adjustment does and I assume the cutting depth is
determined by the length of the laser pulse. The cutting speed
cannot be adjusted explicitly. What influence the contrast
setting has is not completely clear to me, as the screen
appearance of the image changes, even when I use a 0/1 b/w bit
image. In practice, however, it does change the width of the
cutting traces.
The image to be cut can be freely moved around the cutting area
of 80 mm x 80 mm on the screen.
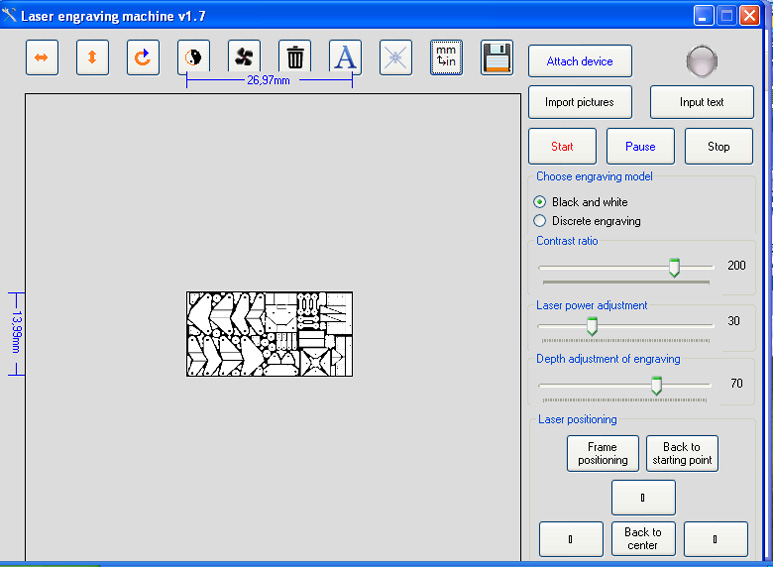
Screenshot of the cutting software user interface
Set-up
The machine is mobile
and in principle does not require any special set-up apart from
a flat surface. However, any energy penetrating the material cut
will be taken up by the surface on which the machine stands.
This means that the material has to be fire-proof. I happened to
have a piece of roof-slate at hand, which turned out to be very
useful for the purpose. Pieces of marble or tiles would do as
well.
The laser beam needs to be focused onto the material to be cut.
The machine comes with a piece of black cardboard for the
purpose, but this is thicker than many of the materials to be
cut. It is better to focus the beam on the material in question.
The laser spot is very bright, making it difficult to see,
whether its size is minimal. I found it useful to illuminate the
cutting area with a strong table lamp so that the contrast is
reduced during focus setting.
The material to be cut needs to lie absolutely flat. I have been
thinking of making some clamping rails or similar. It turned out
that short tabs of cellotape are quite sufficient for the
purpose. The small pieces of material are just taped down at
each corner onto the slate.
Cutting times
I did not make
systematic tests, but the examples shown here took about 10
minutes to cut. I would estimate that covering the full 80 mm x
80 mm cutting area would take in the order of about one hour.
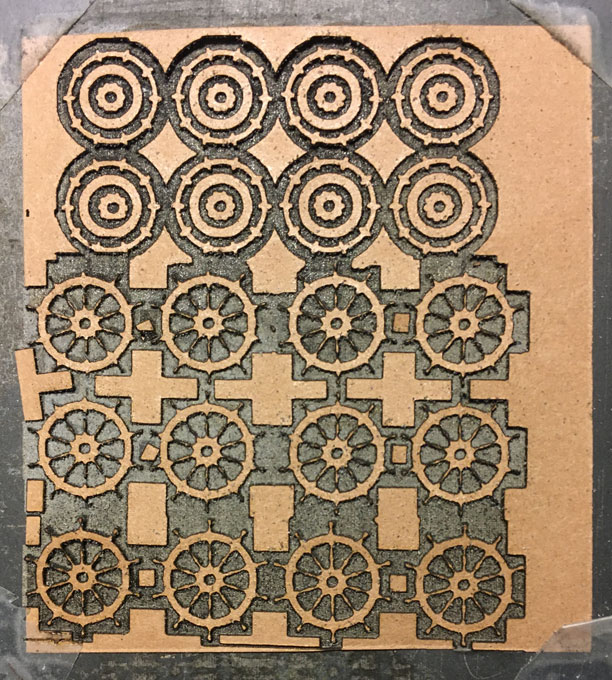
Steering wheels cut from 0.15 mm thick Canson paper
(120 g/m2) (cutting area about
40 mm x 40 mm)
Capabilities
Whether a material can
be cut by laser depends on a number of properties of the
material in question. First of all the material must be either
combustible or it must be able to be evaporated. The material
must be capable to absorb enough energy to reach its combustion
point or its evaporation temperature. Whether a material can
absorb enough energy depends in turn on a number of factors.
A key factor is its albedo, in other words, how well the
material reflects or absorbs light. Bright and shiny materials
reflect most of the light, as do white and light coloured
materials. Hence they are not absorbing enough energy.
Conversely, dark and in particular black materials absorb most
of the light that is shot at them.
Another factor that determines how much energy is needed to
combust or evaporate it is its volumetric density. Compact
materials with no pores contain more mass per volume than porous
materials and hence need more energy per volume to combust or
evaporate. The volumetric heat conductivity is also important.
If the material conducts heat well, the energy transmitted may
become dissipated before it reaches the flash-point or the
boiling-point.
While in theory virtually all materials could be cut with a
laser, in practice the available laser may just not be powerful
enough.
In practical terms this means that it is not possible to cut
metal and transparent or translucent materials with this small
laser. The 3 W laser just does not impart sufficient energy to
melt and evaporate metals. Not surprising though. Plexiglas or
tracing paper let all or too much of the light pass and
therefore cannot be cut.
Bakelite paper has a high evaporation temperature and is
translucent. It can be cut through in thicknesses of up to 0.1
mm, but edges become charred. A strategy can be to only cut part
through and then brake off the part along the cutting. This
works only for simple shapes with straight edges and not too
small parts.
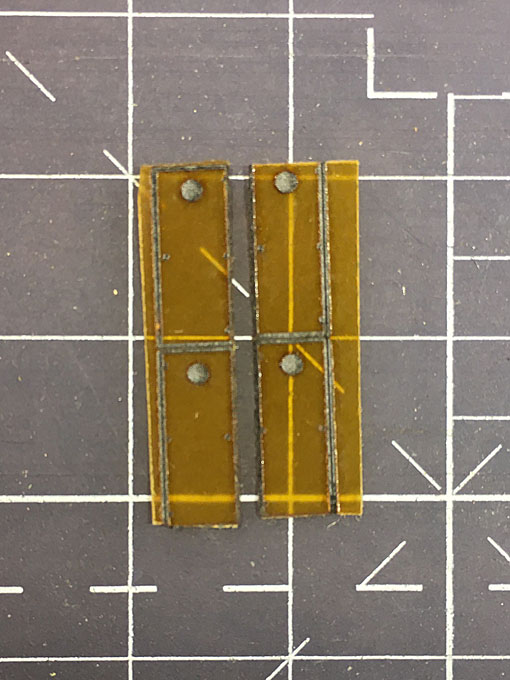
As set of doors
(ca. 11 mm high) cut from 0.1 mm bakelite paper
White polystyrene is too reflective and is only lightly
engraved, if at all. I did not have black polystyrene at
hand to try this out.
I would abstain from cutting PVC due to the generation
of toxic and corrosive combustion products.
I have not tried ABS or Lexan, but would expect
similar issues as for polystyrene.
Celluloid might cut well, if you have a coloured variety.
Transparent celluloid, including drafting films such as
Ultraphane, will not work. The high flammability of celluloid
may be an issue.
White paper works moderately well due to its high
reflectivity. An important factor is also its weighing and
seizing. Weighing with barite or titanium oxide makes it more
difficult to cut, as both materials are refractory. A seizing
with glue or plastic polymers increases the volumetric density
and therefore make the paper more difficult to cut.
Coloured papers and cardboard work best, but
thicknesses above 0.5 mm become more difficult to cut. The
deeper the cut the more charring of the edges will occur,
loosing precision in size and reducing the minimum size of
features that can be cut.
I have not had the opportunity to cut wood, but I would
expect that low-density woods cut better and then hardwoods. The
size limitations are likely to be similar to those of cardboard.
Cork should cut reasonably well, but I have not tried it
myself.
Drafting for cutting
As for any other
‘machining’ operation, the ‘tool’ diameter is an important
consideration. The effective diameter of the well-focused
laser-beam is in the order of 0.1 mm. These leads to the
rounding of internal corners in this order of magnitude, but the
actual rounding depends also on the size of the opening to be
cut. Smaller openings may have a more perceptible rounding than
larger ones.
In practice, the charring of the edges leads to slightly larger
openings than those drawn. Thus the diameter of e.g. holes needs
to be drawn 0.1 mm less than required. Similarly, slots should
be chosen 0.1 mm narrower than the nominal width.
The laser sends a pulse for each black pixel encountered. When
converting vector drawings into bit images, the question arises
of the actual size of the parts that appear white in the final
image to be used in the laser-cutter. This may depend on the
line thickness chosen and the kind of drafting program. I found
that I needed to experiment with the cutting parameters (power
setting and contrast) and in some cases needed to redraft (parts
of) the drawings in order to arrive at the correct size. Several
iterations may be needed to arrive at the correct size. This
also depends on the material, thicker material requiring more
adjustments.
Every part that is black in the drawing will be burned. In order
to reduce the laser time and the fumes generated, it is good
practice to fill in any empty space. While this would be good
practice in photo-etching too in order to safe etching fluid,
often this is not done. However, when converting drawings for
laser-cutting it is a good idea to fill in the empty spaces.
I use a 2D CAD system for drafting (EazyDraw™). This program
allows the drawing to be exported into picture formats such as
JPG. The resolution for this step has to be chosen so that the
final part has the correct size for a resolution of 512 dpi or
202 pixels per centimetre. This means that a part that is 1 cm
long should be 202 pixels wide in the JPG etc. file. In order to
reduce the area to be burned, I usually import the image into
Adobe Photoshop Elements™ and whiten all the respective areas.
Sometimes is also convenient to draw the parts in solid black,
which then necessitates their inversion in Photoshop. I
typically export the drawings at 1024 dpi and then reduce the
image in Photoshop to the desired width in the number of pixels
as calculated for 512 dpi after the post-processing has been
done. This allows me to ascertain that the drawing has the
desired size. In this way it is also easy to produce cutting
designs in various scales from the original drawing.
As the cutting happens on a flat surface and there is no
mechanical interaction with the material, the cut pieces do not
move from their place during the cutting process. Therefore,
retaining tabs, as you would need in photo-etching, are not
needed and the parts can be completely cut out. This avoids the
problem of distortion during separation from the fret,
particularly of very small parts.
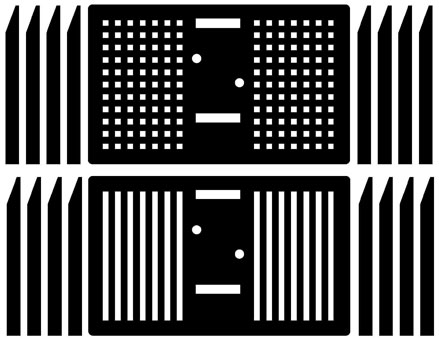
A typical JPG-image as used for
the cutting process (size around 35 mm x 30 mm)
Safety
Lasers are dangerous for
the eyes and you are advised to consult the respective guidance
on laser safety.
The laser-cutter comes with a green protective glass on one
side. I also bought a pair of green safety-glasses for adjusting
the laser focus, as viewing the focal point through the
shielding glass is inconvenient.
The combustion fumes of certain materials can be a nuisance,
noxious, or carcinogenic. In any case they are smelly. As noted
above, it is wise to reduce the areas to be burned in order to
minimise the amount of combustion products. For certain
materials some kind of forced aeration may be needed, or you
need to set up the laser-cutter outside.
Some materials may also be a fire hazard. However, none of the
materials I worked with seem to have been problematic in this
sense. There would not be enough mass to sustain a serious fire,
but a fire-proof base is important.
In any case: never leave the machine running unobserved !
On the Internet you can see people, who have encased their
cutters and added forced ventilation to it. Whether such
arrangement is warranted, depends really on how intensively you
use it. In my case it just runs occasionally for a few minutes
at a time.
Conclusions
This technique cannot
fully replace photo-etching to produce small, complex and
delicate parts, but is is a versatile ad hoc option requiring
little preparation in comparison. The cost of materials is
minimal and therefore that of trial and error. There are no
chemicals to manage safely, but fumes can be an issue.
There is no equivalent to the ‘surface etching’ process, parts
are strictly two-dimensional. As in photo-etching, there is,
however, the possibility to build up parts from several layers.
Metal surfaces and its edges can be made very smooth. Achieving
the same effect with paper or cardboard is difficult, even when
treated with wood-filler to produce some sort of compound
material that can be sanded. In some applications that surface
roughness does not matter or may be even desirable.
The mechanical resolution of 512 dpi and the diameter of 0.1 mm
of the laser-beam impose limitations to the minimum size of
parts that can be produced. Laser-cutting with such small
desk-top machine cannot compete with commercial etching
processes using high-resolution masks.
In scratch-building, when parts need to be developed as the
building goes on this kind of laser-cutting certainly is a
useful ad hoc and flexible process.